本文來(lái)源:三菱電機(jī)自動(dòng)化中國(guó)微信公眾號(hào)
功能概要
此功能是連接機(jī)器人和CNC����,直接從CNC操作機(jī)器人�,在CNC屏幕上顯示機(jī)器人狀態(tài)的畫(huà)面。在CNC加工程序中�����,可以通過(guò)機(jī)器人的G代碼命令進(jìn)行自動(dòng)操作���,也可通過(guò)CNC的手動(dòng)手柄進(jìn)行機(jī)器人的手動(dòng)操作��,以及機(jī)器人手動(dòng)開(kāi)關(guān)的數(shù)字I/O控制����。
實(shí)例:工件加工
裝載/卸載動(dòng)作
第1系統(tǒng):系統(tǒng)軸
第2系統(tǒng):僅控制機(jī)器人,無(wú)系統(tǒng)軸

1��、機(jī)器人直接控制連接設(shè)定
硬件連接

參數(shù)設(shè)定

通訊檢查

2�、機(jī)器人直接控制設(shè)定
移動(dòng)速度設(shè)置
機(jī)器人的工作速度取決于機(jī)器人的連接速度。CNC可以設(shè)定機(jī)器人的移動(dòng)速度���。移動(dòng)速率的設(shè)置由機(jī)器人設(shè)定速度(R20465)和機(jī)器人速度命令(僅機(jī)器人命令RF和自動(dòng)操作模式)設(shè)置���。

移動(dòng)方式(JOG模式)

機(jī)器人在程序里的應(yīng)用
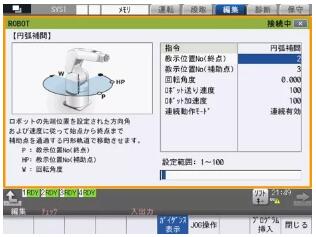
方法1:示教點(diǎn)在NC上操作
移動(dòng)到設(shè)為示教點(diǎn)的位置,利用編輯畫(huà)面中的示教點(diǎn)設(shè)置��。設(shè)置成功后會(huì)在程序里顯示P1 設(shè)置第二點(diǎn)則顯示為P2����。
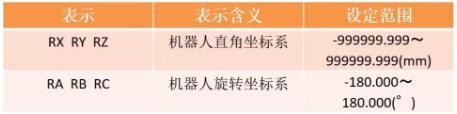
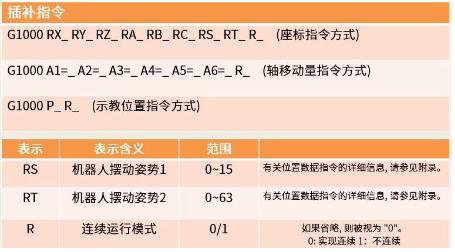
方法2:輸入機(jī)器人的坐標(biāo)
RX_ RY_ RZ_ RA_ RB_ RC_(軸坐標(biāo))
A1=_ A2=_ A3=_ A4=_ A5=_ A6=_(移動(dòng)量)
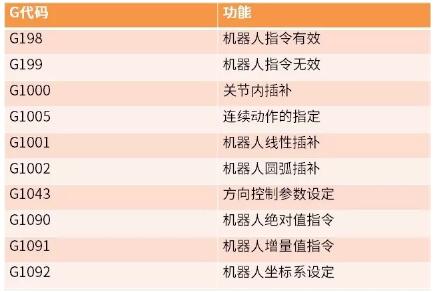
加工時(shí)需要用到的G代碼如下:
其他程序應(yīng)用:
3、顯示及適用
界面介紹

適用機(jī)型

4����、注意事項(xiàng)
(1)參數(shù)#11901機(jī)器人啟用裝置,設(shè)備狀態(tài)處于ON狀態(tài)時(shí)��,即使按下軸移動(dòng)按鈕,機(jī)器人也不移動(dòng)����。
(2)當(dāng)按下與機(jī)器人的軸運(yùn)動(dòng)有關(guān)的按鈕(如,軸移動(dòng)按鈕或手關(guān)閉按鈕)時(shí)����,所述菜單的反轉(zhuǎn)被解除并關(guān)閉機(jī)器人。
(3)不能通過(guò)軸移動(dòng)按鈕來(lái)選擇由機(jī)器人操作的軸移動(dòng)菜單���。
(4)不能同時(shí)按下諸如軸移動(dòng)或手開(kāi)關(guān)的兩個(gè)或多個(gè)按鈕來(lái)操作機(jī)器人。
(5)根據(jù)通信狀態(tài)�,可能需要很長(zhǎng)的時(shí)間才能使機(jī)器人停止。如果要立即停止機(jī)器人操作的話����,請(qǐng)按緊停來(lái)停止機(jī)器人。
(6)機(jī)器人控制器連接狀態(tài)未連接的情況�����,不能示教��。如果你在未連接狀態(tài)下選擇菜單(示教)����,它會(huì)顯示操作信息“機(jī)器人控制器未連接”��。