本文來源:三菱電機自動化中國微信公眾號
功能介紹
對刀儀的應(yīng)用是通過感應(yīng)信號來確定刀具的坐標位置�����,主要應(yīng)用在多刀多坐標的場合��,輔助刀具庫的管理��。而自動對刀儀畫面主要針對以往繁瑣����、復(fù)雜的操作,通過直觀����、簡便的一鍵對刀,快速準確地進行刀具長度的測量��。
系統(tǒng)畫面升級步驟
01 導(dǎo)入安裝的升級文件到SD存儲卡里

圖 1
02 升級文件導(dǎo)入系統(tǒng)中操作
請根據(jù)升級畫面的引導(dǎo)進行操作����,詳細說明請咨詢設(shè)備廠家。
自動對刀儀畫面介紹
01 主畫面及菜單介紹
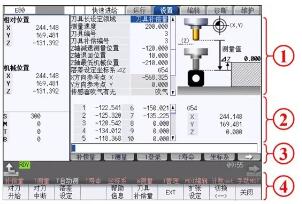
圖 2
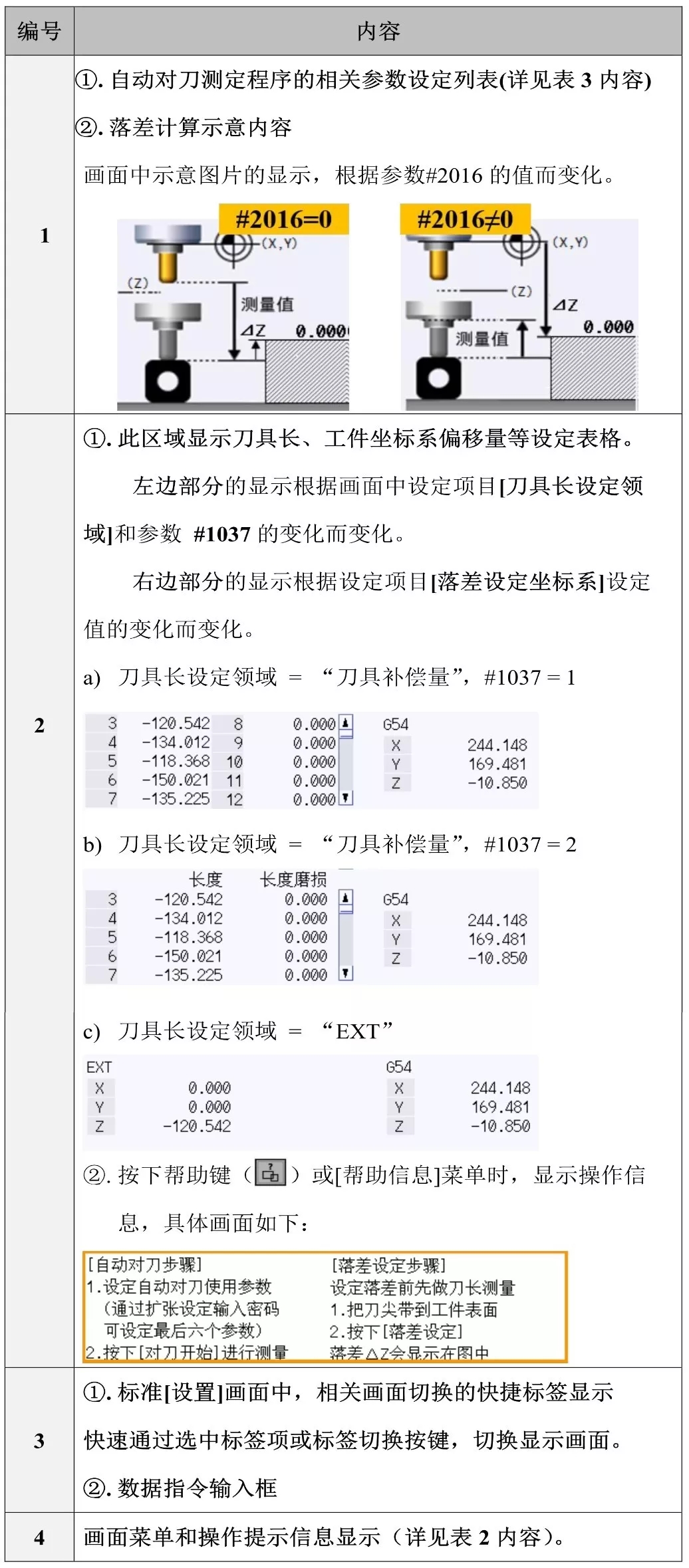
畫面顯示內(nèi)容相關(guān)說明(表1):
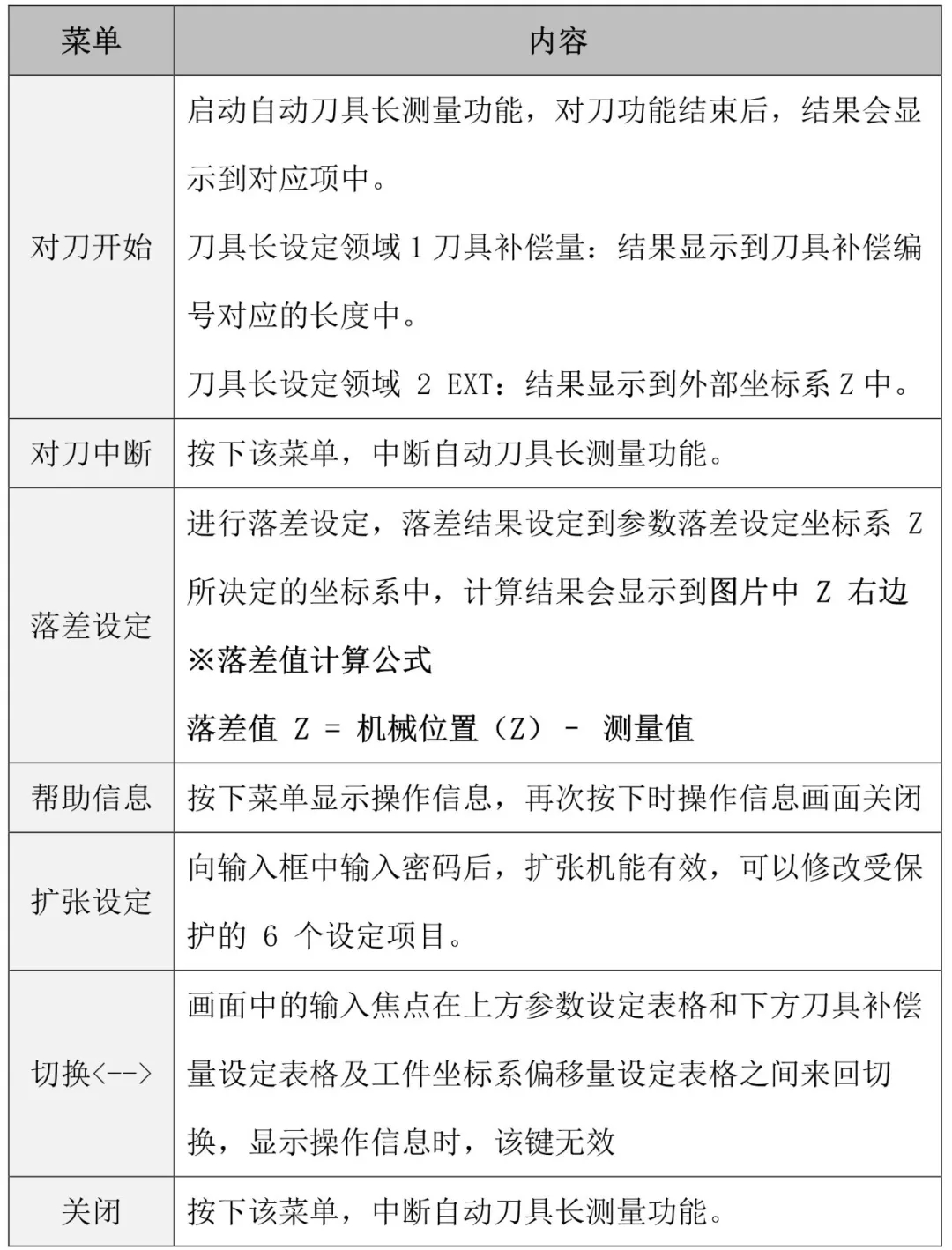
畫面操作菜單說明(表2):
測定程序相關(guān)參數(shù)設(shè)定說明(表3):

02 宏程序使用說明
自動刀具長測量宏程序由主程序(程序名 TOOL_LEN_MEAS)和子程序(程序名 100019501 )組成主程序中通過 G65 調(diào)用子程序并提供子程序所需要的相關(guān)參數(shù)值���。主程序通過畫面中按下菜單F1[對刀開始] 時自動生成���,子程序則需要由用戶做成�。
宏程序指令說明(表4):

創(chuàng)建程序流程(具體方法可咨詢機床廠)
自動對刀操作說明
自動對刀儀功能目前在行業(yè)主流內(nèi)主要有三種的對刀方式��,分別是單刀單工件���、單刀多工件及多刀多工件����。
單刀單工件操作說明(圖3):
對刀步驟
刀具長設(shè)定領(lǐng)域選擇 <EXT> 方式�,執(zhí)行 <對刀開始> ,將刀長寫入EXT坐標系的Z軸中�����,然后將刀具移到工件基準平面��,選擇落差設(shè)定的坐標系����,按下 <落差設(shè)定> ���,將落差值寫入落差坐標系的Z軸中�,系統(tǒng)自動計算可得Z軸程序坐標原點。
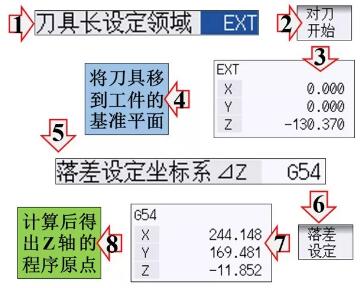
圖 3
單刀多工件操作說明(圖4):
對刀步驟:
刀具長設(shè)定領(lǐng)域選擇 <EXT> 方式�,執(zhí)行 <對刀開始> ,將刀長寫入EXT坐標系的Z軸中�����,然后將刀具移到每一個工件基準平面�,選擇對對應(yīng)落差設(shè)定的坐標系,按下 <落差設(shè)定> �����,將落差值寫入每個坐標系的Z軸中�����,系統(tǒng)自動計算出各個工件坐標的Z軸程序原點�。
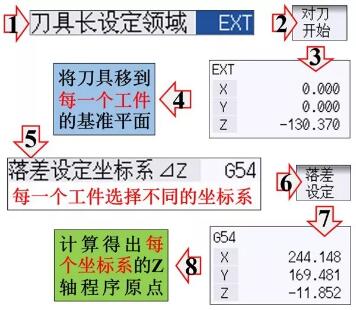
圖 4
多刀多工件操作說明(圖5):
對刀步驟:
刀具長設(shè)定領(lǐng)域選擇 <刀具補償量> 方式,選擇所對應(yīng)的刀具編號及補償編號���,執(zhí)行 <對刀開始> �����,將刀長寫入EXT坐標系的Z軸中�����,然后將刀具移到每一個工件基準平面�,選擇對對應(yīng)落差設(shè)定的坐標系,按下 <落差設(shè)定> �����,將落差值寫入每個坐標系的Z軸中��,系統(tǒng)自動計算出各工件坐標的Z軸程序原點����。

圖 5
總結(jié)
三菱電機CNC系統(tǒng)搭配使用對刀儀,實現(xiàn)“一鍵快速對刀”��,強化刀庫應(yīng)用的性能���,提高生產(chǎn)效率�。
同時配合開放的宏程序應(yīng)用�,客戶可自行定制編寫個性化的自動對刀功能�,以適合不同場合要求的應(yīng)用。