|
趙鐵琳(太原重型機(jī)械集團(tuán)有限公司技術(shù)中心,030024)
摘要:文章對(duì)三輥軋管機(jī)壓下裝置的功能��,主要是羅克韋爾自動(dòng)化公司自動(dòng)化集成架構(gòu)產(chǎn)品在壓下裝置調(diào)整的控制技術(shù)進(jìn)行了分析介紹�,該技術(shù)在生產(chǎn)現(xiàn)場(chǎng)已可靠工作,滿足生產(chǎn)工藝要求�。
關(guān)鍵詞:軋管機(jī) 壓下裝置 PLC PanelView 光電編碼器
一、前言
三輥軋管機(jī)軋制的鋼管精度高(其外徑公差為 ±0.5%�,壁厚公差為 ±5%),軋制節(jié)奏快(max 2.5 支/min)���,投資較連軋管機(jī)少�����,所以,該機(jī)具有很強(qiáng)的技術(shù)和經(jīng)濟(jì)優(yōu)勢(shì)���,非常適合國(guó)內(nèi)外眾多中小型無(wú)縫鋼管企業(yè)新建或改造的需要��。壓下裝置是三輥軋管機(jī)的主要機(jī)構(gòu)�,在軋制不同規(guī)格鋼管時(shí)�,壓下裝置可調(diào)整軋輥壓下量���,得到工藝要求的軋輥位置及輾軋角���,并顯示壓下量的數(shù)據(jù)。三輥軋管機(jī)有三個(gè)軋輥�����,三個(gè)軋輥構(gòu)成毛管變形所需的孔型�����。每個(gè)軋輥有一套壓下裝置,三輥軋機(jī)共有三套壓下裝置�����。目前����,三輥軋管機(jī)壓下裝置通常采用一個(gè)PLC集中控制,到現(xiàn)場(chǎng)操作點(diǎn)都用電纜連接�。調(diào)整時(shí)手動(dòng)操作,人工檢測(cè)壓下量����,調(diào)整時(shí)間長(zhǎng),精度低�,影響生產(chǎn)效率和鋼管質(zhì)量。因此�,采用壓下裝置自動(dòng)調(diào)整技術(shù)減少調(diào)整時(shí)間及提高調(diào)整精度是十分必要的。
二���、壓下裝置的組成
壓下裝置的機(jī)械部分由壓下電動(dòng)機(jī)�、渦輪減速機(jī)���、壓下絲桿等組成����。電控系統(tǒng)在分析多家自動(dòng)化產(chǎn)品的性能和價(jià)格基礎(chǔ)上,經(jīng)過(guò)反復(fù)論證����,決定使用性價(jià)比優(yōu)的羅克韋爾自動(dòng)化公司自動(dòng)化集成架構(gòu)產(chǎn)品。其方案為����,A-B Controllogix系列作為主PLC,進(jìn)行邏輯運(yùn)算和控制�;現(xiàn)場(chǎng)操作臺(tái)采用FlexLogix系列作為遠(yuǎn)程I/O,編碼器信號(hào)進(jìn)入現(xiàn)場(chǎng)操作臺(tái)�;主操作臺(tái)的監(jiān)控系統(tǒng)采用A-B人機(jī)接口PanelView,實(shí)現(xiàn)數(shù)據(jù)設(shè)定��、數(shù)據(jù)顯示等���,通過(guò)ControlNet網(wǎng)連接起來(lái);壓下調(diào)整采用帶內(nèi)制動(dòng)的交流電動(dòng)機(jī)傳動(dòng)��,通過(guò)行程檢測(cè)光電編碼器和相應(yīng)的計(jì)數(shù)控制器構(gòu)成位置控制系統(tǒng)��,傳動(dòng)裝置采用A-B 1336系列變頻器�;�����。調(diào)整壓下裝置時(shí)��,按工藝要求�����,在PanelView上設(shè)定需要的壓下量數(shù)據(jù)��,壓下電動(dòng)機(jī)通過(guò)蝸輪減速機(jī)驅(qū)動(dòng)壓下絲桿的快速升降�,慢速壓下�����。慢速壓下用于軋輥精確定位�����。編碼器檢測(cè)壓下位置的數(shù)據(jù)并反饋到現(xiàn)場(chǎng)操作臺(tái)����,實(shí)現(xiàn)軋輥壓下量的調(diào)整,達(dá)到工藝要求後自動(dòng)停止�����。根據(jù)工藝需要,可單獨(dú)或集中進(jìn)行三個(gè)軋輥的壓下量的調(diào)整��,靈活性較大����。這樣,采用壓下裝置自動(dòng)調(diào)整技術(shù)��,完成軋輥壓下量調(diào)整的自動(dòng)控制��,極大減少調(diào)整時(shí)間和復(fù)雜的調(diào)整工作���,提高三輥軋管機(jī)生產(chǎn)率和產(chǎn)品精度����。
三���、壓下裝置自動(dòng)控制技術(shù)
軋管機(jī)主PLC選用Controllogix系列,PLC機(jī)架為A13�,CPU為L(zhǎng)55M13,它是生產(chǎn)過(guò)程的控制核心����。主PLC通過(guò)1756-CNB ControlNet通訊模塊與下設(shè)子站進(jìn)行通訊����,子站選用FlexLogix系列��,通過(guò)1794-ACN15通訊模塊,1786-TPS網(wǎng)絡(luò)分支器與主站聯(lián)接起來(lái)���。壓下調(diào)整電機(jī)采用帶內(nèi)制動(dòng)的交流電機(jī)傳動(dòng), 傳動(dòng)裝置采用A-B 1336系列變頻器,電機(jī)的輸出軸通過(guò)鏈輪與光電編碼器相連接,編碼器信號(hào)進(jìn)入現(xiàn)場(chǎng)操作臺(tái)的高速計(jì)數(shù)模塊,進(jìn)行位置檢測(cè),其邏輯運(yùn)算在主PLC內(nèi)完成;在主操作臺(tái)上設(shè)有A-B PanelView,通過(guò)其完成對(duì)軋輥壓下量的自動(dòng)調(diào)整�。其系統(tǒng)結(jié)構(gòu)如圖一:

圖一 系統(tǒng)結(jié)構(gòu)
軋輥?zhàn)詣?dòng)壓下調(diào)整是調(diào)整軋輥的壓下量�。其工藝調(diào)整過(guò)程:先用標(biāo)準(zhǔn)棒找到三個(gè)軋輥的零位,編碼器清零�,使六個(gè)編碼器處于零位;此時(shí)�,按照標(biāo)準(zhǔn)棒的直徑在PanelView上設(shè)定標(biāo)定值,這時(shí)編碼器的實(shí)際位置就是標(biāo)定值���,以后的調(diào)整就是在此基礎(chǔ)上進(jìn)行�,這時(shí)軋輥的調(diào)零完成�。壓下調(diào)整時(shí), 在PanelView上設(shè)定目標(biāo)值即實(shí)際的壓下量,按下啟動(dòng)鍵,進(jìn)行自動(dòng)調(diào)整,到達(dá)設(shè)定位置自動(dòng)停止,此時(shí)各電機(jī)的實(shí)際壓下量在PanelView上顯示,其操作界面如圖二���。
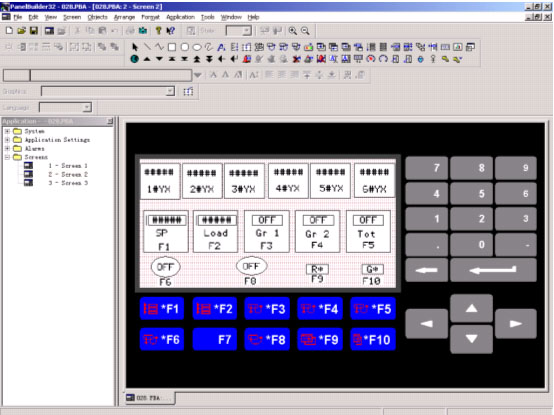
圖二 監(jiān)控畫(huà)面
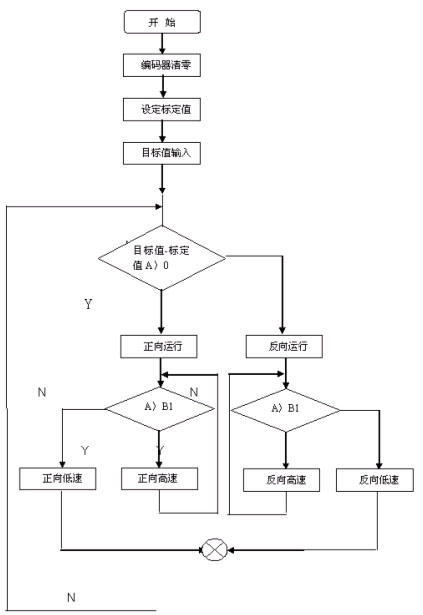
自動(dòng)調(diào)整的有兩種工況:成組和整體�。整體是三套壓下裝置同時(shí)調(diào)整;成組是壓下裝置的入口壓下電機(jī)和出口壓下電機(jī)分別調(diào)整�����。其工藝流程如圖三:
圖三 工藝流程
編碼器信號(hào)進(jìn)入現(xiàn)場(chǎng)操作臺(tái)遠(yuǎn)程I/O的1794-VSHC高速計(jì)數(shù)模塊��,高速計(jì)數(shù)模塊采集編碼器的脈沖數(shù)�����,其通過(guò)ControlNet網(wǎng)傳到主PLC上���,在主PLC里將脈沖數(shù)變成實(shí)際壓下量�,實(shí)際壓下量與標(biāo)定值進(jìn)行比較����,比較后的輸出值大于B1時(shí),電機(jī)高速運(yùn)行�;輸出小于B1時(shí),電機(jī)低速運(yùn)行���,便于精確定位����;當(dāng)比較值小于A1時(shí)�����,輸出為零����,電機(jī)停止,精確定位�����。
四����、結(jié)束語(yǔ)
由羅克韋爾自動(dòng)化公司集成架構(gòu)產(chǎn)品組成的壓下裝置自動(dòng)調(diào)整技術(shù),實(shí)現(xiàn)了軋輥壓下快速和精確自動(dòng)調(diào)整。該技術(shù)已應(yīng)用在湖南某鋼管企業(yè)的三輥軋管機(jī)技術(shù)改造項(xiàng)目中���,在時(shí)間緊任務(wù)重的情況下�,僅用幾天時(shí)間就調(diào)試成功����,其軋輥壓下精度達(dá)到0.2mm,滿足了工藝要求。為整個(gè)系統(tǒng)的調(diào)試節(jié)省了時(shí)間����。該企業(yè)的三輥軋管機(jī)組從熱負(fù)荷試車成功至今一直運(yùn)行正常,班產(chǎn)可達(dá)1000根高質(zhì)量的無(wú)縫鋼管��,為企業(yè)創(chuàng)造很大的經(jīng)濟(jì)效益��。
通過(guò)對(duì)三輥軋管機(jī)壓下裝置自動(dòng)調(diào)整技術(shù)的調(diào)試�,對(duì)羅克韋爾自動(dòng)化公司集成架構(gòu)產(chǎn)品有深入理解,羅克韋爾自動(dòng)化公司產(chǎn)品具有功能齊全��、操作簡(jiǎn)單�����、使用可靠����、維護(hù)方便等特點(diǎn)。
綜上所述��,羅克韋爾自動(dòng)化公司集成架構(gòu)產(chǎn)品在鋼管企業(yè)惡劣條件下可靠工作��,并滿足壓下裝置自動(dòng)控制技術(shù)要求��。
參考文獻(xiàn):
[1] Rockwell Automation. PanelView 手冊(cè)
[2] Rockwell Automation. Panel Builder 3.2 Programming Software
[3] Rockwell Automation. Controllogix Manual
作者簡(jiǎn)介:
趙鐵琳,男�,工程師,現(xiàn)從事軋鋼電氣的設(shè)計(jì)和調(diào)試工作���。
|

